UNDERSTANDING POROSITY FORMATION AND PREVENTION WHEN WELDING
Por um escritor misterioso
Last updated 18 setembro 2024

Keyhole laser welding is a joining technology characterised by the high focussed power density applied to the workpiece, facilitating deep penetration at high processing speeds. High aspect-ratio welds produced using this process invariably have narrow heat-affected-zones and minimal thermal distortion compared with traditional arc welding processes. Furthermore, the ability to process out of vacuum and the easy robotic manipulation of fibre optically delivered 1?m wavelength laser beams, allow keyhole laser welding to process geometrically complex components. The widespread uptake of keyhole laser welding for the production of titanium alloy components in the aerospace industry has been limited by the stringent weld quality requirements. Producing welds with levels of subsurface weld metal porosity content meeting the required weld quality criteria has been the primary obstacle. Here, three techniques for controlling the levels of weld metal porosity when welding titanium alloys with Nd:YAG rod lasers have been developed. Characterisation of the welding processes using high speed photography and optical spectroscopy, have allowed an original scientific understanding of the effects these methods have on the keyhole, melt pool and vapour plume behaviour. Combining this with a thorough assessment of the weld qualities produced, has enabled the effects of these process behaviours on the formation of weld metal porosity to be determined. It was found that with the correct process parameters a directed gas jet and a dual focus laser welding condition can both be used to reduce the occurrence of keyhole collapse during Nd:YAG laser welding. The directed gas jet prevents the formation of a beam attenuating vapour plume and interacts with the molten metal to produce a stable welding condition, whereas the dual focus laser welding condition reduces fluctuations in the process due to an enlarged keyhole. When applied, both techniques reduced the occurrence of porosity in the weld metal of full penetration butt welds produced in titanium alloys. A modulated Nd:YAG laser output, with the correct waveform and modulation frequency, also reduced the occurrence of porosity in the weld metal compared with welds produced with a continuous-wave output. This was a result of an oscillating wave being set-up in the melt pool which manipulated the keyhole geometry and prevented instabilities in the process being established. In addition, the potential for welding titanium alloys to the required weld quality criteria with state-of-the-art Yb-fibre lasers has been assessed. It was found that the high power densities of suitably focussed laser beams with excellent beam quality, were capable of producing low-porosity full penetration butt welds in titanium alloys without the techniques required for laser beams with a lower beam quality. These new techniques for keyhole laser welding of titanium alloys will encourage the uptake of keyhole laser welding for producing near-net-shape high-performance aerospace components. The advantages offered by this joining technology include high productivity, low heat input and easy robotic automation.

Quantifying the effects of gap on the molten pool and porosity formation in laser butt welding - ScienceDirect
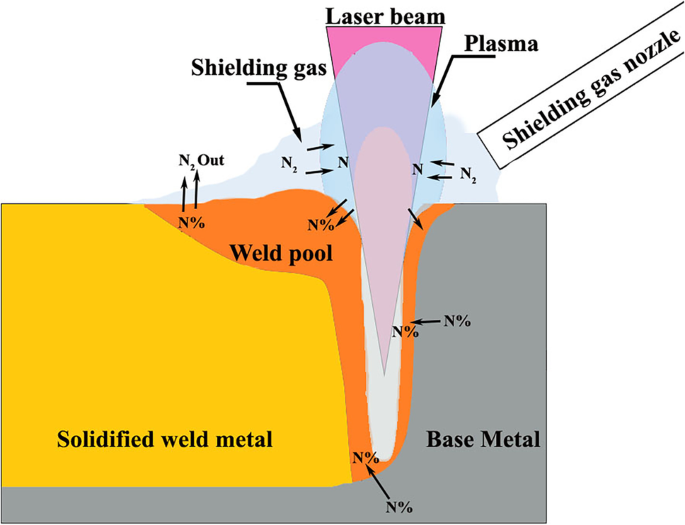
The influence of shielding gases on keyhole-induced porosity and nitrogen absorption in SS 304 stainless steel fiber laser welds
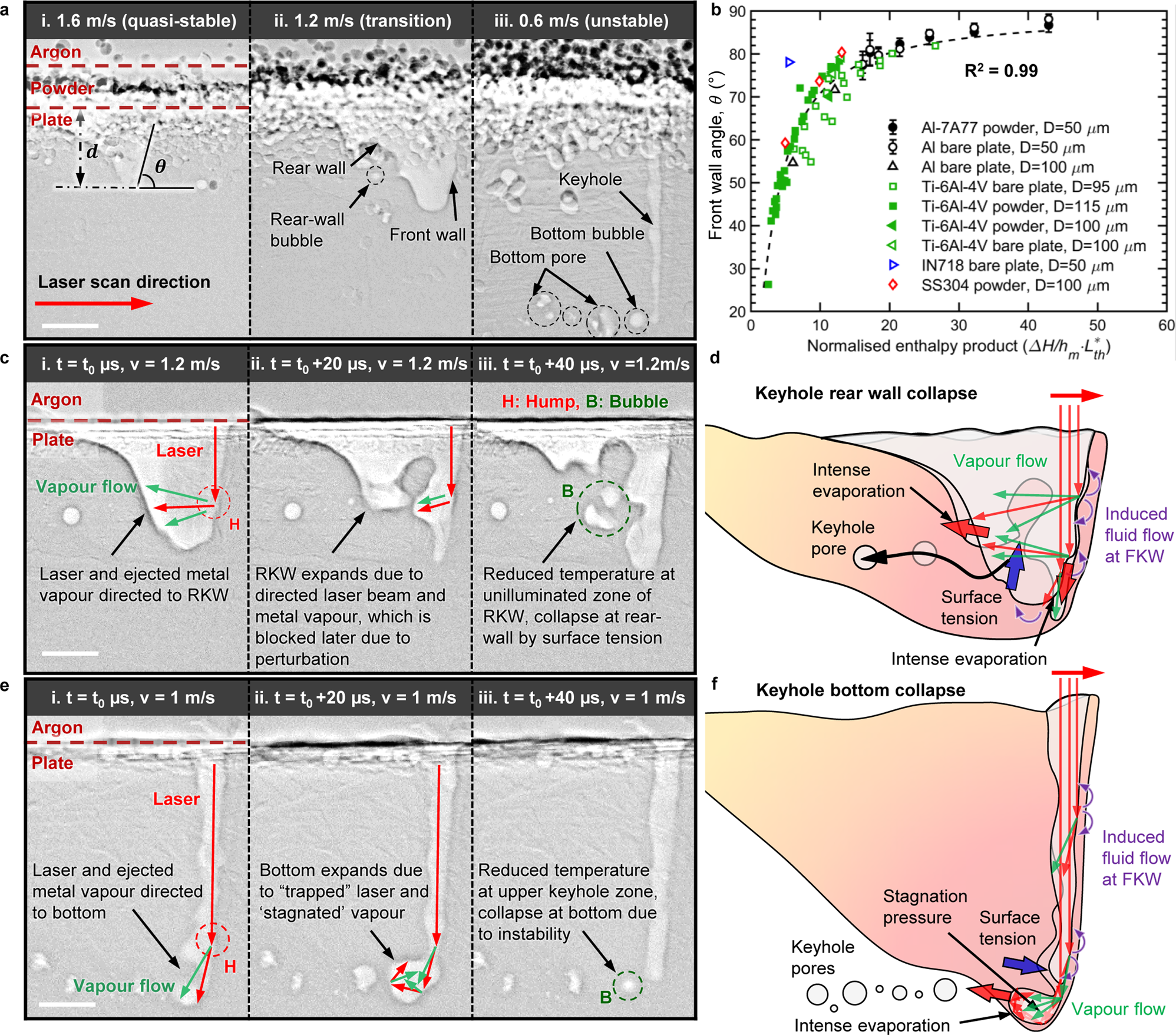
Keyhole fluctuation and pore formation mechanisms during laser powder bed fusion additive manufacturing
The ABC's of Arc Welding, Education Center

PREVENTION OF POROSITY IN ALUMINUM WELDS – Metallurgical Expertise

Weld Porosity

The Importance of Quality Shielding Gas

Weld porosity, herringbone, wormhole, crater pipe – AMARINE

24: A review porosity in aluminum welding

Most Common MIG Welding Defects

Aluminum Workshop: Defining porosity in aluminum welds
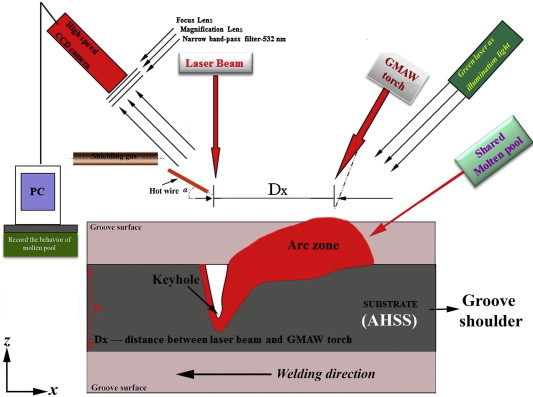
Hybrid Laser-Arc Welding (HLAW) Pore Formation and Prevention - AHSS Guidelines
What is Welding Porosity? Causes, Prevention & Fixes

CSWIP 3.1: Question with Answer and Explanation – Part 23 – General Technical knowledge

Shielded Metal Arc Welding (SMAW): Definition, How It Works, and Advantages
Recomendado para você
-
 SCP-10000, SCP Fanon Wiki18 setembro 2024
SCP-10000, SCP Fanon Wiki18 setembro 2024 -
 SCP-10000 World of Anthros, Wiki18 setembro 2024
SCP-10000 World of Anthros, Wiki18 setembro 2024 -
 SCP 1000018 setembro 2024
SCP 1000018 setembro 2024 -
 Program Book - Gershwin & Bernstein by Chicago Symphony18 setembro 2024
Program Book - Gershwin & Bernstein by Chicago Symphony18 setembro 2024 -
 Sequence type diversity and population structure of ESBL-producing18 setembro 2024
Sequence type diversity and population structure of ESBL-producing18 setembro 2024 -
 Polaroid Vs. Kodak18 setembro 2024
Polaroid Vs. Kodak18 setembro 2024 -
 Configuring Destination Tables18 setembro 2024
Configuring Destination Tables18 setembro 2024 -
 diris a40/a41 rs485 – profibus® dp - SOCOMEC Group18 setembro 2024
diris a40/a41 rs485 – profibus® dp - SOCOMEC Group18 setembro 2024 -
Muhammad Tahir - Executive Officer - TechTis Real Estate Marketing18 setembro 2024
-
 RI360P2-QR14-LIU5X2 by TURCK - Buy or Repair at Radwell18 setembro 2024
RI360P2-QR14-LIU5X2 by TURCK - Buy or Repair at Radwell18 setembro 2024

você pode gostar
-
 A iHop está abrindo um novo local em Mississauga e está contratando18 setembro 2024
A iHop está abrindo um novo local em Mississauga e está contratando18 setembro 2024 -
 Oakley Penny X-Metal w/Ruby Irid18 setembro 2024
Oakley Penny X-Metal w/Ruby Irid18 setembro 2024 -
 Desenhos para colorir do Pequeno Goku em Dragon Ball Z - Desenhos para colorir gratuitos para imprimir18 setembro 2024
Desenhos para colorir do Pequeno Goku em Dragon Ball Z - Desenhos para colorir gratuitos para imprimir18 setembro 2024 -
 Carly Rae Jepsen Everywhere You Look The Fuller House Theme Album Cover Sticker18 setembro 2024
Carly Rae Jepsen Everywhere You Look The Fuller House Theme Album Cover Sticker18 setembro 2024 -
 Play Kick The Buddy: Second Kick Online for Free on PC & Mobile18 setembro 2024
Play Kick The Buddy: Second Kick Online for Free on PC & Mobile18 setembro 2024 -
 Otome Game Sekai wa Mob ni Kibishii Sekai desu tendrá segunda18 setembro 2024
Otome Game Sekai wa Mob ni Kibishii Sekai desu tendrá segunda18 setembro 2024 -
Magma: Awakened18 setembro 2024
-
 Gaming Summaries — Page 243 — Eightify18 setembro 2024
Gaming Summaries — Page 243 — Eightify18 setembro 2024 -
 The Elder Scrolls 6 Game Poster18 setembro 2024
The Elder Scrolls 6 Game Poster18 setembro 2024 -
Caça Palavras português – Apps no Google Play18 setembro 2024

